Creating Turning Operation on Milling Machine | ||
| ||
-
Assign Geometry in the Generic Machine dialog box.
- Click Reference Machining Axis System
 and assign a reference machining
axis system to the Generic Machine.
and assign a reference machining
axis system to the Generic Machine.See Creating Machining Axis Systems
The coordinates of the NC output data is expressed in this axis system. However, when a local machining axis system is inserted in the Manufacturing Program, coordinates is expressed in the local axis system. The Reference Machining Axis System should be positioned such that it is Y-axis is collinear with the rotary axis of the machine (B). - Click Setup Assembly
 to associate the part
to machine to the Generic Machine.
to associate the part
to machine to the Generic Machine. - Go to Tooling tab in Generic Machine dialog box and set Tool Change Point co-ordinates. Z: 100mm
- Click
 Generic Machine in Setup action bar and select the
Generic Machine in Setup action bar and select the  3-axis with Rotary
Table Machine type in the Generic Machine dialog box with a Rotary axis: 8, Direction Clockwise and Type: Absolute with a Referenced orientation Z: 1.Note: In the case of an actual machine with facing head on the shop floor, the XYZIJK output could be post-processed to pilot the U-axis of the facing head. The tool mounted on the facing head machines along the profile of the hole.
3-axis with Rotary
Table Machine type in the Generic Machine dialog box with a Rotary axis: 8, Direction Clockwise and Type: Absolute with a Referenced orientation Z: 1.Note: In the case of an actual machine with facing head on the shop floor, the XYZIJK output could be post-processed to pilot the U-axis of the facing head. The tool mounted on the facing head machines along the profile of the hole. - Set Rotary axis to B, for example.
- Set Reference orientation XYZ to 0, 0, 1, for example.
- Go to Numerical Control tab and select Post Processor words table as TURNING_ON_MILLING_CENTER.pptable.
The sample PP word table is delivered with the product at \Startup\Manufacturing\PPTables\TURNING_ON_MILLING_CENTER.pptable
- Select Home point strategy: From.This is the start position when replaying a rotation if any motion is defined in the Generic Machine.
- Click Reference Machining Axis System
-
Define Local Machining Axis Systems and Turning
Planes.
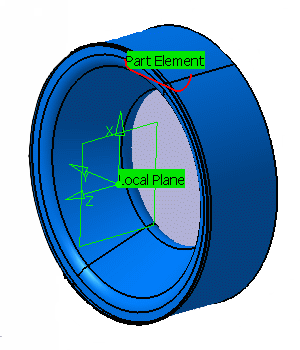
If you specify turning operations on a milling machine, they is described in the ZX turning plane of the reference machining axis system. To specify turning operations on a milling machine equipped with a facing head and rotary table, you must define local machining axis systems. Local turning planes is derived from the Z and X axes of these axis systems. The Geometry to machine must lie in the turning plane to create the turning operations. The figure below shows a local machining axis system with the ZX turning plane and the selected Geometry (Part Element in red) that lies in this plane.
Therefore at each change of turning plane, you must define a local machining axis for turning operations. This is needed for processing Geometry and visualizing the tool assembly.
-
Insert Machining Axis Changes
or Table Rotations in the Manufacturing Program.
- Organize the Manufacturing Program for Machining Axis Changes as shown below.
To output NC data in the axis system defining the local plane, you must define a Machining Axis Change before each turning plane.
- Part Operation: 3-axis With Rotary Table Machine
- PGM Turning op. on Mill Machine
- Turning Tool Change.1
- Machining Axis Change.1
- Profile Finish Turning.1


- Turning Tool Change.2
- Machining Axis Change.2
- Profile Finish Turning.2
- Turning Tool Change.3
- Machining Axis Change.3
- Profile Finish Turning.3
- Turning Tool Change.1
- PGM Turning op. on Mill Machine
When NC data is generated in XYZIJK format, the IJK components is the Z-axis of the local plane.
Note: Replay the tool path to check each turning operation. - Part Operation: 3-axis With Rotary Table Machine
- Organize the Manufacturing Program using Table Rotations as shown below.
You must define your turning operations in the corresponding local axis systems, then generate machine Rotation instructions in the Manufacturing Program using the command Generate Machine Rotation command.
- Part Operation: 3-axis With Rotary Table Machine
- PGM Turning op. on Mill Machine
- Turning Tool Change.1
- Profile Finish Turning.1
- Machine Rotation.1
- Profile Finish Turning.2
- Machine Rotation.2
- Profile Finish Turning.3
- Turning Tool Change.1
- PGM Turning op. on Mill Machine
- Part Operation: 3-axis With Rotary Table Machine
- Organize the Manufacturing Program for Machining Axis Changes as shown below.