Basic Concepts
Input and output intermediate stock is created and visualized for all types
of machining operations (mill, drill, and turn).
Note:
A manufacturing program can mix different types of machining operations. Example, a milling operation is allowed after a turning
operation and a turning operation is allowed after a milling operation. Lathe
operations are mixed with milling operations.
The intermediate stock is taken into account to optimize and
compute a collision free tool path in the
computation of roughing, axial, prismatic, and selected
mill-turn machining operations.
The intermediate stock capability is enabled by selecting the Activate the
Intermediate Stock check box in the Options tab
of the Part Operation dialog box.
Note:
If several setups have been defined in the Setup tab of the Part Operation dialog box, only the machining operations that use the same setup position are taken into account when computing the
intermediate stock. The first machining operation always uses the rough stock defined in the associated setup position.
Activate the Intermediate Stock deals with:
- Input Intermediate Stock
- Solid corresponding to the
machined part before the machining operation.
- Output Intermediate Stock
- Solid corresponding to the
machined part after the machining operation.
- Input Stock Contour
- Profile corresponding to
the maximum turning envelope of the Input Intermediate
Stock.
- Output Stock Contour
- Profile corresponding to the maximum turning envelope of the
Output Intermediate Stock.
- Stock Synchronized with the Operation
- To manage the
lifecycle, the rough stock is linked to a specific version of the tool
path of the machining operation. If the tool path is changed, the rough stock is no longer
synchronized.
Notes:
- The input stock of a machining operation is the output stock of the previous machining operation associated to the same setup position. In the case of intermediate
stock and multi-turrets, the previous machining operation is defined by taking into account the synchronization between the
different programs.
- The intermediate stock bodies and contours are stored in the manufacturing cell.
- The PPR Context must be linked to a product, and a stock must be clicked
in the setup position.
Visualization Recommendations
Using several settings improves the visualization of intermediate stock.
They
are:
-
to manage the color and the transparency of the intermediate
stocks.
-
:
- The Transparency Quality must be defined as
High (Alpha Blending) to visualize the
transparency variations,
- The Pixel Culling
(Static and While
Moving) must be defined as 0 for a correct display
of the intermediate stock contour that is computed while editing
turning machining operations.
Intermediate Stock Commands in Machining Operations Dialog Boxes
Intermediate Stock in Turning Operations
Input and output stock is computed on any turning operation.
Note:
When Activate the intermediate stock check box is
selected, these conditions occur:
- An input stock contour is used as the
default rough stock of the machining operation.
- The stock contours are created by computing the maximum turning envelope of
the intermediate stock, ensuring that stock contours are computed from
nonsymmetrical stock bodies.
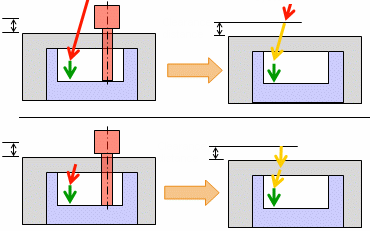
Intermediate Stock in Axial Operations
All axial machining operations (Drilling, Spot Drilling, Circular Milling) support intermediate stock.
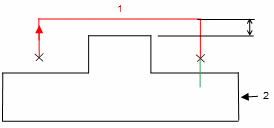
- Drilling Point
- A drilling entry point is computed on
the stock.
- If this computed drilling entry point (1) is above the selected
one, it replaces the selected one (Stock (2), Part (3)).
- If a Top element is selected and the
computed point is above the Top element,
the Top element is not taken into
account.

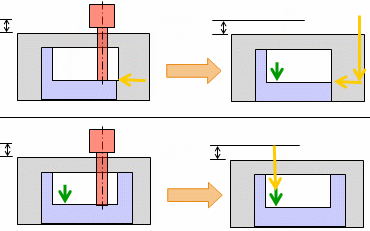
- Linking motions
-
- The linking motions (1)
between drilling points are computed according to the
intermediate stock (4). (Clearance distance on stock (2), Approach clearance (3)).
- The linking macro motion is done up to the intermediate stock.
- Collisions are checked with the tool along the linking motion.
- The Stock
clearance defined in the Part Operation is used to define a motion without collision with the current
stock.

Intermediate Stock in Milling Operations
Intermediate stocks are supported by milling operations.
The
top plane of the intermediate stock is
automatically computed in the machining area by relimiting the input stock with
the machining area:
- If there is no user-defined plane, the automatically computed plane defines
the top plane of the machining operation.
- If a user-defined plane is defined, it is taken into account if it is higher
than the automatically computed plane along tool axis direction.
All milling operations support intermediate stock. However, the following machining operations support intermediate stock and automatic top plane computation:
- Pocketing
- 4-Axis pocketing
- Facing
- Profile contouring
- Prismatic roughing
- Roughing
- Plunge milling
- Cavities roughing
- Trochoid milling
The following machining operations support intermediate stock and tool path optimization:
- Pocketing
- 4-Axis pocketing
- Facing
- Profile contouring
- Prismatic roughing
- Roughing
- Plunge milling
- Cavities roughing
- Trochoid milling
- Multiaxis curve machining
Intermediate Stock in Pocketing Operations, 4-Axis Pocketing Operations, Profiling
Operations, and Multi-Axis Curve Machining Operations
Intermediate stock is used in Pocketing Operations, 4-Axis Pocketing Operations,
and Multi-Axis Curve Machining Operations to avoid air cutting.
On each level, the
machining area is delimited by the stock, to avoid air cutting passes.
The tool path is optimized to avoid air cutting.

Intermediate Stock and Multi-Turrets
Intermediate stocks are not computed in the same way when manufacturing programs are synchronized between multiturrets.
When manufacturing programs are sequential, the input intermediate stock is computed from the tool paths of
the previous machining operations.
The previous machining operations for a given machining operation are:
- All the machining operations in the previous programs.
- All the machining operations between the program start and the given machining operation in the current program.
For example:

- The computation of the input intermediate stock of Groove
Turning.1 takes into account the tool paths of
Rough Turning.2 and Rough
Turning.1.
- The input stock of Profile Finish Turning.2 is
computed from the tool paths of Profile Finish
Turning.1, Groove Turning.1,
Rough Turning.2, and Rough
Turning.1.
If several manufacturing programs are synchronized between multiturrets, the manufacturing programs are no longer sequential but run in parallel. For example:
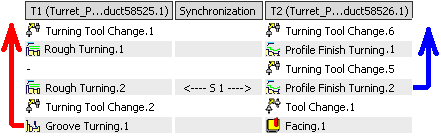
In this case, when synchronization occurs in the process, the computation
of the intermediate stock:
- Takes into account all the previous machining operations of the same program (red arrow),
- Considers the last synchronization before the current machining operation and takes into account all the machining operations defined before this synchronization (blue arrow). According to the type
of synchronization, the synchronized machining operation is taken into account, which is when the synchronization targets the end
or the retract macro. Or when the synchronized
machining operation is not taken into account, which is when the synchronization targets the
start or the approach macro.
- The previous machining operations for Groove Turning.1 are:
- Rough Turning.2 and Rough
Turning.1 (in the manufacturing program corresponding to turret T1).
- In the program corresponding to turret T2:
- Profile Finish Turning.1 and
Profile Finish Turning.2 (if the
synchronization S1 targets the end or the retract macro of
Profile Finish Turning.2).
- Profile Finish Turning.1 only (if the
synchronization S1 targets the start or the approach macro
of Profile Finish Turning.2).
When there are several synchronizations, only the initial synchronization of the machining operation is taken into consideration. For example:

In this case, the initial synchronization is synchronization S3. Thus, the
previous machining operations for Pocketing.1 are:
- Groove Turning.1, Rough
Turning.2, andRough Turning.1 (in the
program corresponding to turret T1).
- In the program corresponding to turret T2:
- Profile Finish Turning.1, Profile
Finish Turning.2 and Facing.1
(if the synchronization targets the end or the retract macro of
Facing.1).
- Profile Finish Turning.1, Profile
Finish Turning.2 only (if the synchronization
targets the start or the approach macro of
Facing.1).
Notes:
- When a machining operation is considered as a previous one, its whole tool path is taken into
account for the computation of intermediate stock.
- In the case of a synchronization before a retract macro, the whole
tool path of the synchronized machining operation is taken into account for the computation of the intermediate
stock.
- In the case of a synchronization after an approach macro, the whole
tool path of the synchronized machining operation is not taken into account for the computation of the intermediate
stock.
- In the case of synchronized manufacturing program, the determination of the list of machining operations (from the other program) occurring before the current machining operation relies on the last synchronization defined before the current machining operation (and does not rely on time-based information). Some machining operations of the other program may not be taken into account in the machine
position.
- In the case of a synchronization before a retract macro, the whole tool
path of the synchronized machining operation is taken into account for the computation of the intermediate stock.
- In the case of a synchronization after an approach macro, the whole tool
path of the synchronized machining operation is not taken into account for the computation of the intermediate stock.
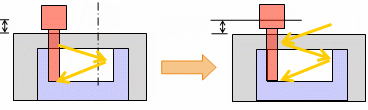
Intermediate Stock and Macro Motions
Intermediate stock is processed within macro motions.
There is
no RAPID motion inside the intermediate stock. Macro motions are managed to avoid
RAPID tool motion inside the material.
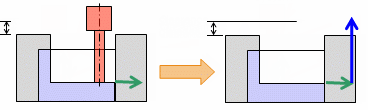
Macro motions are automatically updated when a collision (in RAPID mode) is detected
with the cutter during tool path computation by:
- Automatic extrapolation of macro motion
- Automatic feedrate modification.
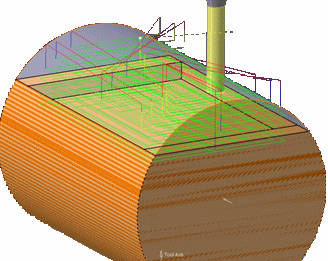
In the examples below, the various feedrates are represented as follows:
- RAPID - Red arrow
- Approach - Yellow arrow
- Retract - Blue arrow.
- Machining - Green Arrow.
To get valid linking motions in all machining operations (except in rough turning
operations), activate intermediate stock to manage the stock in the tool path
computation.
Intermediate Stock Lifecycle
The lifecycle of intermediate stocks is followed by their status.
- Status of the input intermediate stock
- The
input intermediate stock status is up-to-date:
- If the input intermediate stock is already computed.
- If all previous machining operations have a tool path and are up-to-date or have a locked tool path.
- If all previous output Intermediate stocks are synchronized with the
machining operations.
- If the stock assigned in the part operation has not changed.
In all other cases, the input intermediate stock is not up-to-date.
- Status of the Output Intermediate Stock
- The output intermediate stock status is up-to-date:
- If the output intermediate stock is already computed.
- If the machining operation has a tool path and is up-to-date or has a locked tool path.
Intermediate Stock Management
When the intermediate stock has two positions to machine on both sides, you must
create two part operations with one setup position. In this case, you must automatically
specify the computed output intermediate stock of the last operation associated with the
previous setup position as input stock of the setup position.
- Part and Stock Defined
- When the result of material removal is exported at the end of the first
setup position, the material removal must be defined as starting stock in
the second setup position even if the intermediate stock is activated.
- There is no restriction on the number of setups that you can have if you
define them on same NC Assembly. There is also no restriction on the number
of programs you can have in setups since it allows all operations from all
programs.
- In this case, the output stock of the last operation is the input stock of the setup
position.

If the previous operation has output stock
deactivated, the system searches for the last valid output stock on previous
operations.
- Part Defined Without Stock Defined
- Sometimes the intermediate stock is activated and no stock is selected in the setup
position. In this case, the computed intermediate stock of the last
operation associated to previous setup position is used as stock of the next
setup position.
- If no valid operation is found in the other previous setup position (in case there are no
operations or operations have locally deactivated the output stock
computation), then the stock defined in the previous setup position is used
if available.
- In case of several NC Machines, the previous intermediate stock is searched also on
previous NC Machine programs, with respect of NC Machine ordering created in
machining cell.
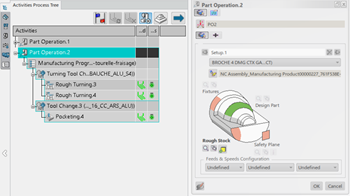
As no stock is defined on SetupPosition.2,
the intermediate stock is retrieved from end of Machining
Operation.1
- This behavior is only available in the following scenarios:
- If the intermediate stock is activated on all part operations.
- If at least two setup positions have been created in the same machining cell in one or
several part operations.
- If the NC assembly selected in setup position is the same reference, where there is one
instance of the same reference for each setup position.
- Activated Stock with Stock Selected in Setup
- If the intermediate stock is activated and the previous setup position is on the same NC
Assembly and has a stock defined, then the stock selection is optional. In
this case, an icon
 is displayed to compute and display the input intermediate stock inherited
from the previous setup position.
is displayed to compute and display the input intermediate stock inherited
from the previous setup position.
- If any operations from the first setup are modified, then all operations of
next setup position are defined as not up-to-date. In this case, you must
recompute the Tool Path based on the new input stock.
|


 .
.  .
.  : Ignores the input intermediate stock while computing the tool path (for
the
: Ignores the input intermediate stock while computing the tool path (for
the  .
.  : If this option is activated,
: If this option is activated,  : Input stock not computed or not up-to-date.
: Input stock not computed or not up-to-date. : Input stock not computable. One or more previous
: Input stock not computable. One or more previous