About Robotic Blasting | ||||
|
| |||
Sand blasting uses silica sand or other hard media such as crushed mineral garnet or aluminum oxide or silicon carbide and is intended for surface cleaning and roughing of the work material surface. Crushed minerals are preferred in usage to replace silica sand so as to protect workers from silicosis health issues. Sodablasting using baking soda or other soft media like walnut shell grit or corn cob grit is used for gentle surface cleaning without damaging the underlying material.
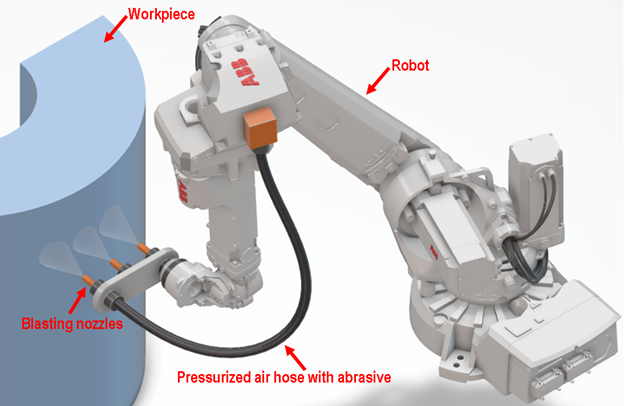
With the advent of Robotic blasting, the spray nozzle is manipulated by the robot so as to provide smooth and continuous coverage over any complex shape of the work material being processed. The spray tool may have single or multiple nozzles and is typically mounted on the robot and moved to spray over the workpiece which may be fixed or mounted on a moving positioner.
The desired result of the finishing for a given set of process parameters is quantified by the Abrasive Exposure. This is a percentage value which the Delmia solver computes at each mesh vertex point of the surface as the simulation progresses. 100% exposure corresponds to the ideal finish produced when using the Standard settings such as height, speed and inclination. This ideal exposure per surface mesh vertex point may be inferred by the values entered in the Calibration tab of the Blasting profile.
For example, a Blasting spray "standard width" of 40 mm at a robot TCP motion "standard speed" of 100 mm/s implies that the ideal Blasting time per surface point would be 0.4 seconds (40/100) for a standard inclination and TCP distance from the surface. Hence, this would be the default Blasting time value to enter in the first Blasting tab of the profile. You may also choose to increase or decrease this default value based on the specific requirements of their process.
Based on variations during simulation with such blasting height, speed and inclination will result in the actual Exposure percentage computation and display. The finishing results may show some areas of the workpiece to be less than 100% and other areas to be at greater than 100%. Exposure much below 100 implies inadequate finishing, while Exposure much above 100 implies excessive abrasion. All other process parameters such as abrasive material, flow rate, air pressure, etc are assumed retained constant during the simulation.