Strategy Parameters | ||
| ||

Thread tab
- Tool Axis
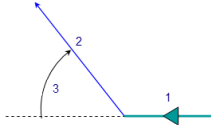
The Tool Axis command in the Turning Operations dialog box is represented by an arrow when creating a part operation.
See Defining the Tool Axis
- Profile
- Specifies a thread profile.
You can specify:
- ISO
- Trapezoidal
- UNC
- Gas
- Other: The Other allows defining a specific thread profile.
- Orientation
- Specifies the type of machining according to the location of the area to
machine on the part.
You can specify:
- External
- Internal
- Location
- Specifies location.
You can specify:
- Front: The profile is machined toward the head rough stock.
- Back: The profile is machined from the head rough stock.
- Thread unit
- Specifies the thread unit.
This option is activated when the Profile is specified as Other. Thread unit is automatically set to Threads per Inch for the ISO, Trapezoidal UNC, and Gas types.
- Threads per Inch
- Specifies the threads per Inch.
This option is activated when the Profile is set to Other and Thread unit is set to Threads per Inch.
- Number of Threads
- When value is specified greater than 1, then this value allows you to
specify whether a multi-start thread is to be machined.
This option is activated when the Profile is set to Other and Thread unit is set to Threads per Inch.
- Nominal Diameter
- This value must be given when Thread type is Internal and Profile is Other.
- Thread Pitch
- This value must be given when the Thread type is set to Pitch or the Profile is ISO or Trapezoidal.
- Thread Depth
- This value must be given when the Thread profile is Other
Strategy Parameters
- Threading Type
- Choose the desired threading type.
You can specify:
- Constant depth of cut
- Constant section of cut
- Depth of cut
- Specifies the depth of cut.
This option is available only when Threading Type is set to Constant depth of cut.
- Number of passes
- Specifies the number of passes.
This option is available only when Threading Type is set to Constant section of cut. When the number of passes is defined, the section of cut value is automatically set.
- Thread Penetration
- Specifies thread penetration.
You can specify:
- Straight
- Oblique: Also specifies the Penetration angle.
- Alternate: Also specifies the Penetration angle.
This option is available only when Threading Type is set to Constant depth of cut
- First Passes
- Select First passes check box to manage
penetration on first passes.
This option is available when Threading type is set to Constant section of cut. When activated, you must specify values for:
- Number of first passes
- First section rate.
- Last Passes
- Select Last passes check box to manage
penetration on the last passes.
This option is available when Threading type is set to Constant section of cut. When activated, you must specify:
- Number of last passes
- Depth of cut for last passes.
- Spring Passes
- Select Spring passes check box to manage
penetration on the spring passes.
This option is available when Threading type is set to Constant section of cut. When activated, you must specify Number of spring passes
Options
- Clearance on crest diameter
- Specifies the clearance on crest diameter.
- Lead-in Distance
- Specifies the Lead-in Distance with respect to the
cutting direction.
The tool is in RAPID mode before this distance.
- Lift-off Distance and Lift-off Angle
- Specifies the Lift-off Distance and
Lift-off Angle to define the lift-off vector at
the end of each pass with respect to the cutting direction.
The figure below shows the effect of a positive lift-off angle for external machining.
- Cutting direction
- Lift-off vector
- Positive lift-off angle
- Tool Compensation
- Select a tool
compensation number corresponding to the desired tool output
point.
The usable compensation numbers are defined on the tool assembly linked to the machining operation.
The output point corresponding to type P9 is used, if you do not select a tool compensation number.
- Change Output Point
- Select the Change Output Point check box to
automatically manage the change of output point.
Change Output Point option is available for Trapezoidal or Other profile.
- Output Cycle Syntaxes
- Select the Output CYCLE syntax check box to generate CYCLE statements. You must also select the Output CYCLE syntax check box in the NC Output Generation dialog box, otherwise GOTO statements are generated.
- Editing CYCLE Syntaxes
- Select Edit Cycle
 to display the Cycle Syntax
Edition dialog box. This dialog box displays:
to display the Cycle Syntax
Edition dialog box. This dialog box displays:- Unresolved syntax of the NC Instruction of the operation. This is the syntax as specified in the PP table referenced by the current Generic Machine.
- Resolved syntax that is resolved either by geometric selection or user entries.
- You can access all the CYCLE syntaxes contained in the current PP table by
clicking PP Instruction
 . You
can then select the required syntax to be used. For more information, see Inserting Post-Processor Instructions.
. You
can then select the required syntax to be used. For more information, see Inserting Post-Processor Instructions.
Geometry
- Part profile
- Part profile is required. It is specified by selecting edges either directly or after selecting the By Curve context menu command.
- Limit Mode
-
- Start Limit Mode: This option allows you to specify a point, line, curve, or face as the start element of the profile to be machined. If a face is specified, the start element is the intersection of the face and the working plane. The position of the start of machining is also defined with respect to this element. In / On / Out allows you to specify the Go-Go type positioning of the tool with respect to the start element. The On option is always used for a point type end element. If needed, the profile may be extrapolated to the start element.
- End Limit Mode: This option allows you to specify a point, line, curve, or face as the end element of the profile to be machined. If a face is specified, the end element is the intersection of the face and the working plane. The position of the end of machining is also defined with respect to this element. In / On / Out allows you to specify the Go-Go type positioning of the tool with respect to the end element. The On option is always used for a point type end element. If needed, the profile may be extrapolated to the end element
Note: To avoid collisions of tool with limit geometry or unwanted machining beyond limits with In option, either define limits with suitable offset value or include limit geometry as part element (this is better wherever applicable) and avoid limit definition.Relimiting the Area to Machine by means of Limit Mode:
- If you specify a point, it is projected onto the part profile. A line through the projected point parallel to the radial axis delimits the area to machine.
- If you specify a line, its intersection with the part profile is calculated (if necessary, the line is extrapolated). A line through the intersection point parallel to the radial axis delimits the area to machine.
- If you specify a curve, its intersection with the part profile is calculated (if necessary, the curve is extrapolated using the tangent at the curve extremity). A line through the intersection point parallel to the radial axis delimits the area to machine.
- Start Limit offset
- Specifies the distance with respect to the start element (only if start element is a line, curve or face, and when In or Out is set for start element positioning).
- End Limit Offset
- Specifies the distance with respect to the end element (only if end element is a line, curve or face, and when In or Out is set for end element positioning).
- Length
- This value must be given when the In / On / Out is set for Start Limit offset and None is set for End Limit offset, and vice versa.