Strategy Parameters for Axial Machining Operations
Strategy parameters are managed in the Strategy tab.
Power
There are different Power values for different operations under a single tool change. You can output this Power syntax in the APT source for the operation and use this output in setting up the machine, to use the full potential of multi-task drill tool holders, and effectively improve productivity and performance.
| Option | Manufacturing attribute |
|---|---|
| From Tool Assembly | This value is output as DEFAULT for MFG_MO_TOOL_POW |
| Fixed | This value is output as TURN for MFG_MO_TOOL_POW. |
| Powered | This value is output as MILL for MFG_MO_TOOL_POW |
Note:
If you wants to use the functionality as it was, set the
Power option of the operation to From Tool
Assembly. If you select any option other than From
Tool Assembly and outputs the MFG_MO_TOOL_POW parameter in Apt
source, then you get the Power value selected in the
operation output in Apt source irrespective to the Power
value selected in the Tool assembly
See 2.5 to 5-Axis Drilling Operations Dialog Box for more information.
Other General Strategy Parameters
The contents of the dialog boxes may vary from the example shown above.
| Option | Manufacturing Attribute |
|---|---|
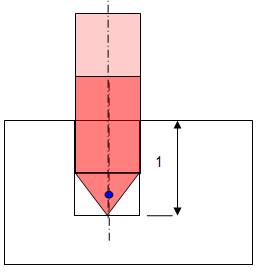
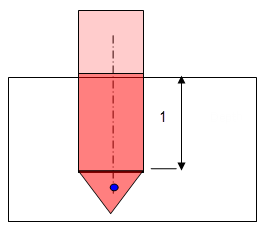
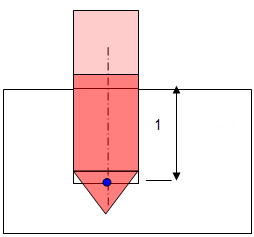
| Approach clearance (A) | MFG_CLEAR_TIP |
| Approach clearance 2 (A2) | MFG_CLEAR_TIP_2 |
| Breakthrough (B) | MFG_BREAKTHROUGH |
| Plunge mode | MFG_PLUNGE_MODE |
| Plunge offset (Po) | MFG_PLUNGE_OFFST |
| Plunge diameter (Pd) | MFG_PLUNGE_DIAMETER. |
| Plunge tip (Pt) | MFG_PLUNGE_TIP |
| Plunge for chamfering | - |
| Depth mode | MFG_DEPTH_MODE |
| Dwell mode | - |
| Shift mode | - |
| Max depth of cut (Dc) | MFG_AXIAL_DEPTH |
| Retract | MFG_RETRACT_CLEAR_TIP |
| Retract offset (Or) | MFG_OFFSET_RET |
| Decrement rate | MFG_DEPTH_DEC |
| Decrement limit | MFG_DEPTH_LIM |
| DeepHole LeadIn | NC_DEEPHOLE_LEADIN |
| DeepHole LeadOut | NC_DEEPHOLE_LEADOUT |
| Automatic ROTABL | ROTABL/ |
| Output CYCLE syntax | - |
| First compensation | - |
| Second compensation | - |
| Compensation application mode | - |
| Helix mode | MFG_HELIX_MODE. |
Note:
To generate a correct APT output for DeepHole LeadIn
and DeepHole LeadOut, clear the Output CYCLE
syntax check box.

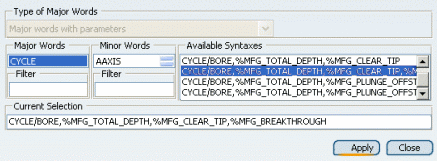
 to display the
to display the  . You
can then select the required syntax to be used. For more information, see
. You
can then select the required syntax to be used. For more information, see