Strategy Parameters | ||
| ||

Strategy Parameters
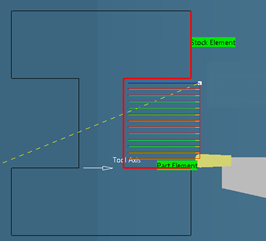
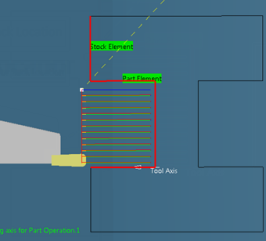
- Tool Axis
The Tool Axis command in the Turning Operations dialog box is represented by an arrow when creating a part operation.
See Defining the Tool Axis
- Grooving mode
- Standard: When you choose this option, the standard sections are shown in the dialog box.
- Orientation
-
Specifies the orientation
of the groove to be machined as:
The selected orientation defines the type of geometric relimitation to be done between the rough stock and part geometry to determine the area to machine.
- Location
- Groove
turning in Frontal Orientation supports Groove turning at Front and Back
Location.
Location of turning:
- Front: This indicates that Machining
direction is toward the head rough stock. The toolpath for
Front Location.
- Back: This indicates that the
Machining direction is from head rough stock. The toolpath
for Back Location.
- Front: This indicates that Machining
direction is toward the head rough stock. The toolpath for
Front Location.
- First Plunge Position
- Specifies a first plunge position depending on the
groove orientation. You can specify:
- Right, Center, or Left for Internal orientation.
- Right, Center, or Left for External orientation.
- Up, Center,
Down, or
Automatic for
Frontal orientation.
The position of the first plunge for Automatic is deduced from the minimum and maximum cut diameters of tool. The position is calculated as: (Minimum cut radius + Maximum cut radius)/2.
- Right of Groove, Left of Groove, Center for Other orientation.
- Next Plunges Position
- Specifies a next plunge position.
This option is activated when First Plunge Position is set to Center. You can specify:
- To Head rough stock, From Head rough stock, or Single Plunge for Internal orientation.
- To Head rough stock, From Head rough stock, or Single Plunge for External orientation.
- To Spindle, From Spindle, or Single Plunge for Frontal orientation.
- Right of Groove, Left of Groove, or Single Plunge for Other orientation.
Next Plunges Position is suitable for machining a narrow groove, possibly using the Grooving by level and Chip break options. In the Single plunge case, Part Contouring is not available.
- Grooving by Level
- Select this check box to machine the groove in one or more levels.
Multiple-levels mode is particularly useful when the groove is too deep
to machine in one level.
In this case Max depth of level defines the maximum depth of each level. If it is greater than the Maximum depth of cut defined on the tool, the value on the tool is taken into account. During return motion at the end of a level, the tool returns at Rapid or Air-cutting feedrate to the first pass of a new grooving level up to a Max approach distance. The feedrate then reduces to lead-in feedrate for this approach distance.
- Part Contouring
- Select the check box if contouring is required. This option allows you
to request machining under the spindle axis, when orientation is in
frontal mode. This option also allows you to specify corner processing
parameters.
The part profile is followed at the end of grooving. This is done by machining down the sides of the groove to clear the profile. Part Contouring is done based on collision checking between the tool insert and rough stock/part profiles. This means the contouring path, which is collision free, may lead to incomplete part contouring based on the geometry of the rough stock and part profile selected during geometry definition. To get complete Part Contouring, geometry of the rough stock and part profile selected during geometry definition must account for any collisions between tool insert and geometry.
- Under Spindle Axis Machining
- This allows you to request machining under the spindle axis. This option is available when Orientation is in Frontal mode.
- Tool Compensation
- Select a tool
compensation number corresponding to the required tool
output point.
The usable compensation numbers are defined on the tool assembly linked to the machining operation.
By default, the output point corresponding to type P9 is used, if you do not select a tool compensation number.
- Change Output Point
- Set the Change Output
Point check box to automatically manage the change of
output point.
If the output point is consistent with the flank of the groove to be machined, the output point is changed when the other flank of the groove is machined. At the end of the Machining Operation, the output point is the same as it was at the start of the Machining Operation. See Tool Output Point Change.
- Max Depth of Cut
- Specifies the maximum distance between plunges.
Options
- Gouging Safety Angle
- Angle attributes on the grooving insert are taken into account to avoid
collision by reducing the maximum slope on which the tool can machine. The
Gouging Safety Angle allows you to further reduce
this slope.
A gouging angle can also be defined on the insert-holder to define the maximum slope on which the tool can machine. In this case and if the Insert-Holder Constraints setting is applied, the angle that reduces the slope the most is taken into account.
- Insert-holder constraints
- Specifies insert-holder constraints as:
- Ignore
- Apply
The following attributes (located on the Insert-holder's Technology tab) may influence machining: See Creating and Editing Milling, Drilling, and Probing Tools.
- Gouging angle
- Trailing angle
- Leading angle
- Maximum recessing depth
- Maximum cutting depth
- Maximum boring depth
These attributes take tooling accessibility into account and may reduce the machined area.
Note: Use the Insert-Holder Constraints option to either ignore or apply these attributes. You can replay the operation to verify the influence of these attributes on the generated tool path.- Insert-holder constraints are applied if the sum of tool setup angle and angle of groove incline (if defined) is less than 45 degrees.
- The Insert-holder constraints setting does not influence the Gouging Safety Angle or Max Depth of cut.
- Chip Break
- Select this check box if chip clearing is to be done during machining.
In this case you must specify:
- Chip plunge distance
- Chip break retract distance
- Chip clear distance
- Machining Tolerance
- Specifies the maximum allowed distance between the theoretical and computed tool path.
- Lead-in Distance
- Specifies Lead-in Distance with respect to the
cutting direction. It takes the rough stock profile and rough stock
clearance into account.
The tool is in RAPID mode before this distance.
- Attack Distance
- Specifies Attack Distance with respect to the
cutting direction and the rough stock profile with a rough stock clearance.
Once the attack distance has been run through, the tool moves at machining
feedrate.
These options allow penetration into the workpiece at a reduced feedrate to prevent tool damage. When tool motion between two passes is in contact with the part profile, to avoid collisions the corresponding feed is the lift-off feedrate and not RAPID.
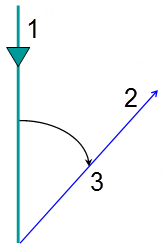
- Lift-off Distance and Lift-off Angle
- Specifies the Lift-off Distance and
Lift-off Angle parameters to define the lift-off
vector at the end of each pass with respect to the cutting direction.
The figure below shows the effect of a positive lift-off angle for external machining (1 - Cutting Direction, 2 - Lift-off vector, 3 - Positive lift-off angle).
Corner Processing Parameters
- Entry, Exit, and Other corners
- Entry Corner means the first corner on the Part
profile in the specified machining direction and Exit
Corner means the last corner on the Part profile in the
specified machining direction. Corner processing is proposed for
Entry, Exit, and
Other corners. . The
Entry/Exit corners are determined according to
the specified machining direction and not by the tool motion.
You can specify:
- None: No corners are to be machined along the profile.
- Chamfer: Only 90 degree corners of the profile are chamfered.
- Rounded: All corners of the profile are rounded.
The following options availability depends on the following conditions:
- Chamfer Length: If Other corner processing mode is Chamfer.
- Corner Radius: If Other corner processing mode is Rounded.
- Entry Corner Chamfer Length: On the first flank of groove when Entry corner processing mode is Chamfer.
- Entry Corner Radius: On the first flank of groove when Entry corner processing mode is Corner.
- Entry Corner Angle: On the first flank of groove when Entry corner processing mode is Corner.
- Exit Corner Chamfer Length: On the last flank of groove when Exit cornerprocessing mode is Chamfer.
- Exit Corner Radius: On the last flank of groove when Exit corner processing mode is Corner.
- Exit Corner Angle: On the last flank of groove when Exit corner processing mode is Corner.