Create a Synchronization at the Machining Operation Level
You can create/edit a machining operation level synchronization from the Dock/Global
View.
-
Select MO Level check box.
-
For each Machining Operation, select a position (Start, End,
End of Approach, and Start of Retract)
from the list below.
The position indicates whether the synchronization is set at the start of the
selected Machining Operation or at the end of the above Machining Operation. When you run the simulation the simulation run as per the position of
synchronization. Note:
End of Approach and Start of
Retract positions are supported only for Turning
operations.
-
Select a turret from the list at the bottom of the dialog box.
The selected turret becomes the primary turret.
| Time |
T1 (Turret_Product) |
Synchronization |
T2 (Turret_Product) |
| 0s |
Turning Tool Change.4 |
|
Turning Tool change.8 |
| 0.648s |
|
|
External Roughing2 |
| 831.386s |
|
|
Turning Tool change.7 |
| 964.007s |
|
|
Drilling.3 |
| 964.565s |
External Roughing |
|
Turning Tool Change.5 |
| 964.583 |
|
X<---S1---> |
|
| 1795.285s |
Turning Tool Change.5 |
|
|
| 1795.843s |
Drilling.5 |
|
Rough Turning |
| 1795.861s |
|
X<---S2---> |
|
Right-clicking on Drilling.5 shows: Begin Time:
1795.843s, duration 132.1s, End time: 1927.943s, Spindle number: 1, Spindle Name:
Spindle_Product 384... Right-clicking on X<--S2--> shows: Synchronization
2, Time: 1.061E-314, Drilling.5 (Start), Primary: Turret_Product
38143.1 -
Click OK to validate the synchronization.
An error appears if the synchronization fails between two Machining Operations.
-
Place the pointer over the Synchronization column or over a
Machining Operation to display synchronization information as a tooltip.
-
Double-click arrow X<---...---> in the Synchronization
column in Dock/Global View, to edit the existing synchronization.
-
Click Preview to display the turrets in the position
corresponding to the currently defined synchronization.
-
Click Cancel to close the Synchronization
dialog box without changes.
Create a Synchronization at the Pass Level
You can create/edit a Pass level synchronization from the Dock/Global
View.
-
In the Select Synchronization dialog box, select
Pass Level check box to create the synchronization across two
different Turning operations.
-
Select two turning operations, say External Roughing and
Rough Turning.
-
Select a Lagging activity.
Lagging activity is the turning operation whose passes in the tool path lag the passes in the
tool path of the other turning operation.
-
Select an End point option from the list to create the
synchronization.
- None: No synchronization at the end of passes and tool path
behaves as:
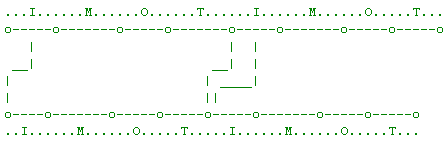
Start of Lead-In: None I = Lead-In, O = Lift-Off, M = Machining, T =
Transition
- End Of Lift-Off: This creates a synchronization at the end
of passes and tool path behaves as:
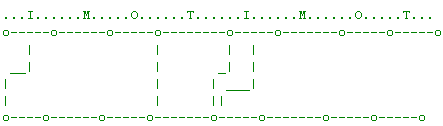
Start of Lead-In: End of Lift-Off I = Lead-In, O = Lift-Off, M =
Machining, T = Transition
-
Specify the Delay distance.
The delay distance allows the pass on the lagging operation to start a small
distance after the pass of the other operation has started.
-
Select Retract at once check box to start Lift-Off motion of
the last pass of both turning operations simultaneously.
-
Select a turret from the list at the bottom of the dialog box.
-
Click OK to validate the synchronization.
See APT output for Pass Level synchronization in APT Syntax for
Synchronization..
An error appears if the synchronization fails between two turning operations.
- External Roughing (from the T1 column from above) - Begin
Time: , Duration, End Time:, Spindle number:1, Spindle Name:
Spindle_Product38142.1, Spindle Rotation: AntiClockWise
- Synchronisation 1 (from the Synchronization column above)
- Pass Level Lagging activity: External Roughing, Delay distance: 1, End point;
End of Lift-Off, Time: 7.3149e-177, External Roughing (Start), Rough Turning
(Start), Primary: Turret_Product 38143
The pass level synchronization is represented in Global View by an arrow and with an
 icon prior to the arrow. icon prior to the arrow.
-
Place the pointer over the Synchronization column or over a
Machining Operation to display the synchronization information as a tooltip.
-
Double-click arrow
 in the Synchronization column in Dock/Global View, to edit the
existing synchronization. in the Synchronization column in Dock/Global View, to edit the
existing synchronization.
-
Click Preview to display the turrets in the position
corresponding to the currently defined synchronization.
-
Click Cancel to close the Synchronization
dialog box without changes.
Preview Synchronization in Global View
You can expand the Global View for synchronization.
-
Click
 at the top-right of window to expand Global View of all
synchronization. at the top-right of window to expand Global View of all
synchronization.
By default, the Global View presenting all the Machining Operations and synchronizations is docked. Only information on current activity,
synchronization, times, and percentage working of turrets are visible.
The Global View displays all the operations on each turret, all synchronizations, and
times.
The busy time is represented by a green line  when the same Machining Operation is repeated and the idle time is represented by an hourglass
when the same Machining Operation is repeated and the idle time is represented by an hourglass  . .
The Duration time column is hidden.
-
Click
 to revert to the Dock View again. to revert to the Dock View again.
Switch to a Predefined Turning View
This provides the capability to view the geometry to be machined in a Turning view.
Select Turning View from the View Section: Primary
Area to view the part operation to be machined.
Launch Simulation
You can use simulation player to interact with the simulation.
Click buttons in Simulation Player to interact with the
simulation, launch/stop the simulation, and edit the current time.
Update Times
To avoid time-consuming updated, times are updated only on request, when all
synchronisations have been created or edited and visualized.
When you have finished creating or edition synchronization, click
Update
 .
Update is grayed when the times are up-to-date and red when a
time update is required. The times are updated, and the Simulation Player is now
available.
Navigate in the Operations/Synchronisation
You can go to next/previous Machining Operation/synchronization.
-
Select the type of navigation in the navigation box, available at the lower right of
the 3DEXPERIENCE platform.
-
Use the arrows to go from one entity to the other.
Check Report During Synchronization
You can view warning or error messages in the Messages
Reporting dialog box launched during simulation.
-
Click Simulation Options
 (middle of the right side of the screen) to define simulation criteria. (middle of the right side of the screen) to define simulation criteria.
-
Click Messages Reporting
 (immediately beneath Simulation Options) to
read any warning or error messages. (immediately beneath Simulation Options) to
read any warning or error messages.
The dialog box is updated at the beginning of the command and each time you refresh
the time based information by clicking the Update
button.
Messages are displayed when:
- The tool path of a Machining Operation is not computed. Compute the tool path
- Two Machining Operations work simultaneously on the same spindle. Their rotation states are
incompatible. Synchronize the operations.
- Two Machining Operations work simultaneously on the same spindle with different spindle rotation
directions. Either:
- Synchronize the Machining Operations,
- Or modify their properties,
- Or modify their tooling.
- Two turrets are working simultaneously on one spindle and no primary turret has
been defined. Synchronize them and/or define the primary turret.
- Several turrets are working simultaneously on one spindle, during a given time,
and no primary turret has been defined. Synchronize them and/or define
the primary turret.
- The secondary turret starts before the primary turret. Synchronize
them and/or define the primary turret.
See Using Multi-Slide Lathe Machines, Using the APT Syntax for Synchronization,
Profile Finish Turning, Using Synchronization at a Pass Level
|