This example models a range of failure mechanisms typically
observed in spot welds. These virtual experiments are compared with
laboratory-obtained data (courtesy of BMW).
The following
Abaqus
features are demonstrated:
using three-dimensional continuum elements and intricate material
models (elastic-plastic and damage constitutive behavior) to reproduce
experimentally observed load-displacement curves (courtesy of
BMW) of tested spot weld specimens; and
demonstrating how virtual experiments allow for the generation of
load-displacement data of structural components from readily available
geometric and material data. The load-displacement curves can be used
subsequently in calibrating connector behavior (not discussed in this section)
for efficient use in large-scale models, such as full-vehicle analyses.
Since the material data are highly
proprietary, the input files provided below contain fictitious material data.
The material data used in the input files were obtained from the actual
material data by subjecting it to a number of transformations that preserve the
trends in the overall shape of the curves without revealing the exact material
behavior. Moreover, the stiffness of the testing machine referenced in this
section is fictitious. However, the results published in this example use the
actual data for comparison with the physical tests. For these reasons, you will
not obtain the force-deflection curves or deformed configurations published in
this section when you run the associated input files.
The use of spot welds for the bonding of metal sheets is an extremely common
practice in the automobile industry. The number of such bonds in a typical
vehicle is on the order of several thousand. The use of
Abaqus
connector elements to model spot welds in full-vehicle analyses leads to
efficient finite element models that are able to capture the structural
response of these local features with optimal computational effort; however,
load-displacement curves required for the modeling of spot welds may not be
readily available. Furthermore, the number of experimental tests required for
the proper calibration of a complete set of spot weld pairs in a vehicle can be
prohibitive since the mechanical response of these local mechanisms is
dependent on both the geometric data, such as the thickness of the metal plates
and the radius of the spot weld, and the material properties of the plates
being welded. Virtual testing can generate the necessary modeling parameters
when experimental data are not available.
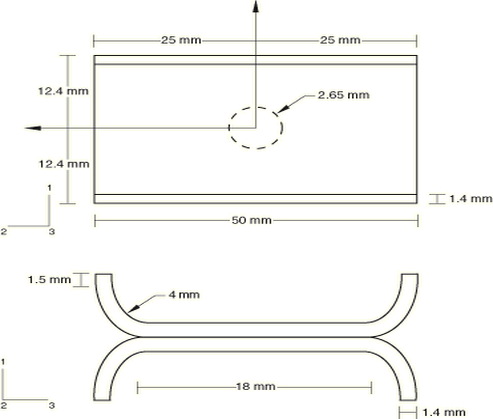
Geometry
The geometry of the patented test specimens used (Hahn et al., 1996, and
Hahn and Rohde, 2004) is shown in
Figure 1
and
Figure 2.
A single spot weld of radius 2.65 mm connects two steel plates that are 1.4 mm
thick. These steel plates are 50 mm long and are bent over radii of 4.0 mm.
Materials
All specimens used in this study are made of galvanized high-strength steel
H340LAD+Z100. This material behaves in an
elastic-plastic manner during the initial loading stages. As the material is
further loaded, it can either display a ductile damage response (caused by
growth and coalescence of voids) or it can display a shear failure mechanism
(caused by the formation and growth of cracks within shear bands). For
confidentiality reasons, the material data published in the input files
associated with this section are fictitious. The data were obtained by
transforming the actual material test data to preserve the overall trends in
the behavior without revealing the true material behavior.
Boundary conditions and loading
A photo of the testing machine (Hahn et al., 2000) is shown in
Figure 3.
In the physical tests the vertical sides of the specimens were longer than
those shown in
Figure 1
and
Figure 2,
and they were rigidly clamped in the clamping device (not shown) of the tensile
testing machine. In the analysis these clamping conditions are modeled by
fixing the bottom edges of the specimens and imposing a constant velocity of
0.15 m/s along the top edges in the vertical global 3-direction. For the
physical tests and analysis, a hinge is located 400 mm from the top edges of
the specimens along the vertical global 3-direction allowing the fixed edges to
rotate about the horizontal axis. During the pull and peeling tests the
specimens are aligned so the top edges are initially orthogonal to the vertical
direction, whereas during the shear test the edges are initially parallel to
the vertical direction. The combined stiffness of the loading piston and
restraints used in the analysis is 50 kN/mm in pull and peeling tests and 35
kN/mm in shear tests. For confidentiality reasons both values are fictitious,
but they approximate the compliance of the actual testing machine used in the
physical tests.
Abaqus modeling approaches and simulation techniques
A total of 18 different simulations were performed corresponding to the
three test cases (pull test, shear test, and peeling test). Each of the
simulations was solved with a coarse mesh and a fine mesh using three different
scaling factors for the thermal influence modeling, as discussed below.
Summary of analysis cases
Case 1
Pull test.
Case 2
Shear test.
Case 3
Peeling test.
The sections that follow discuss analysis considerations that apply to all
cases, except where noted otherwise.
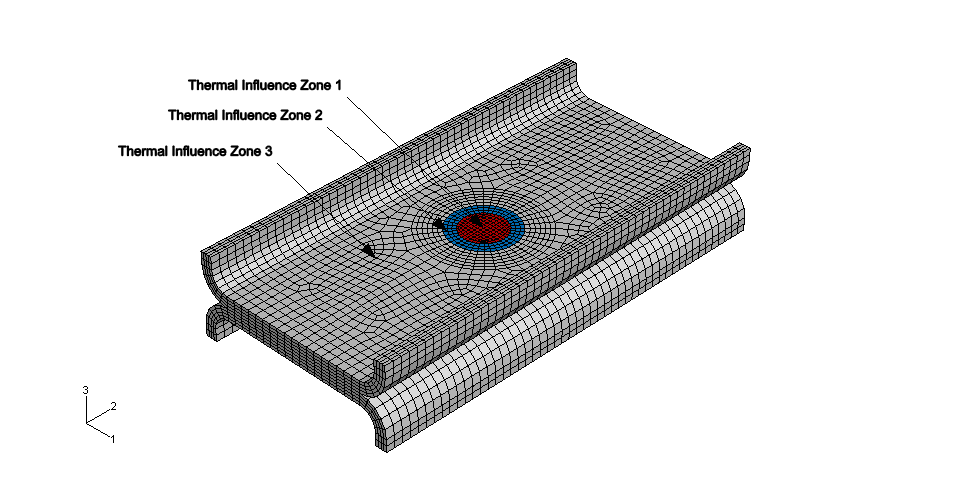
Mesh design
All simulations were performed with 8-node, linear brick, reduced
integration elements (C3D8R). The density of
the meshes increases toward the center of the plate where most of the
deformation occurs. Each test was performed with a coarse mesh using four
elements through the thickness of each plate and a fine mesh using six elements
through the thickness of each plate. The coarse mesh and fine mesh used for the
pull and shear tests are shown in
Figure 4
and
Figure 5,
respectively.
Figure 6
shows the initial undeformed configuration of the coarse mesh used in the
peeling test simulation, while
Figure 7
shows the initial configuration of the fine mesh. The same meshes are used for
the pull and shear tests since they are based on the same model geometry.
Werner et al. (2004) have shown that correct modeling of the
elastic-plastic deformation of spot welds is a prerequisite for realistic
predictions of subsequent failure mechanisms. The authors showed that by taking
into consideration material property changes in the weld nugget they could
obtain different failure modes involving peeling or shearing failure of the
spot weld. Furthermore, they suggested the use of hardness measurements as a
possible indicator for the change in properties of the welded material. The
change in hardness between the center of a spot weld and at a distance far away
from the center depends on the material grades joined, as well as their
thicknesses.
In this example we assume both the elastic and the plastic behavior to be
isotropic with the yield surface described by a von Mises yield function (see
Inelastic Behavior).
Different hardening curves are considered to encapsulate thermal effects near
the spot weld. For simplicity, the specimen is partitioned into three zones
corresponding to the different thermal exposures observed in the vicinity of
the spot weld during the welding process. Different scaling factors for the
stress-strain curves are used in the three zones as derived from hardness
measurements. The geometry of each zone can be prescribed according to the
welding process parameters. The scaling of the yield curve is accomplished with
the use of a field variable defined as constant throughout each region, and we
test three scaling magnitudes for each test. For confidentiality reasons the
scaling factors given below are fictitious, but they reflect the trends of the
elastic-plastic behavior near the spot weld:
A baseline configuration, where the original material properties (no
scaling) are assigned to the specimens in all three zones. While this choice is
not realistic, it provides an extreme solution for comparison purposes.
A second configuration uses a scaling of 1.2 of the yield curve in
Zone 1 and a scaling of 1.1 in Zone 2.
A third configuration uses a scaling of 1.4 of the yield curve in Zone
1 and a scaling of 1.2 in Zone 2.
These three scaling factor configurations help us to understand the effect
of the thermal influence zone in capturing the correct behavior, as discussed
below.
Damage initiation and evolution
The failure of aluminum-alloy sheets and thin-walled extrusions results
from one or more of the following mechanisms (Hooputra et al., 2004):
nucleation, growth, and coalescence of voids; shear bands; and necking. Damage
due to initiation, growth, and coalescence of voids leads to ductile failure in
metals; the formation of cracks within shear bands leads to shear failure.
Abaqus
offers phenomenological damage initiation criteria for both of these
mechanisms. The ductile criterion is specified by providing the equivalent
plastic strain at the onset of ductile damage as a function of stress
triaxiality and strain rate. Similarly, the shear criterion is specified by
providing the equivalent plastic strain at the onset of shear damage as a
function of shear stress ratio and strain rate (see
Damage Initiation for Ductile Metals).
The actual damage initiation criterion data were provided by
BMW but for confidentiality reasons, the data
were transformed to preserve the overall trends without revealing the actual
material behavior.
Damage evolution occurs once the damage initiation criteria are satisfied
and further loading is applied. A plastic displacement–based linear damage
evolution law is used for each damage initiation criterion. The value of the
plastic displacement at which the damage variable reaches 1.0 (complete
degradation) is taken as 0.1, based on data from independent base material
testing. The default maximum degradation rule is used, and the elements are
removed from the mesh once the maximum degradation has occurred (see
Maximum Degradation and Choice of Element Removal).
Damage initiation and evolution are assumed to be the same in all three thermal
influence zones described above, a simplifying modeling assumption.
Initial conditions
As discussed in the material model section above, a field variable is used
to scale the yield surface and capture the thermal effects of the welding
process on the yield strength.
Boundary conditions
The specimens are loaded by fixing their bottom edges and imposing a
constant velocity of 0.15 m/s along the top edges in the vertical global
3-direction.
Constraints
The top and bottom edges are constrained by kinematic couplings to model the
rigid clamping in the testing devices. A TRANSLATOR connection is used to model the stiffness of the loading
apparatus.
Interactions
General frictionless contact is defined between all surfaces, an appropriate
approximation since friction forces are small when compared with the forces in
the weld nugget.
Analysis steps
All simulations consist of one explicit dynamic step. All analyses
consider geometric nonlinearity and utilize mass scaling to model quasi-static
loading conditions (see
Mass Scaling).
Output requests
Field output requests include the following quantities: displacement,
stress, strain, element status, and damage initiation criteria variables. The
history output request consists of displacement, velocity, acceleration, and
reaction force at the reference points of the kinematic coupling constraints.
Energy output variables are requested for the entire model.
Discussion of results and comparison of cases
The results presented in this example compare the actual material data with
the physical test data. For confidentiality reasons, the actual material data
are not published in the associated input files. Hence, you will not obtain the
results below when you run the input files provided.
The von Mises stress contour and final deformed shapes of the pull, shear, and
peeling tests with the coarse mesh and baseline material (no scaling of the
yield curve) are depicted in
Figure 8,
Figure 9,
and
Figure 10,
respectively. The final deformed shape in pull and peeling tests show good
qualitative agreement with experimental results provided by
BMW. Shear test results predict failure of the
spot weld rather than on the surrounding plate, regardless of the amount of
scaling that was applied to the yield curve. This behavior was seen in some but
not all experimental results, and it does not seem to influence the overall
bearing capacity of the structure in shear.
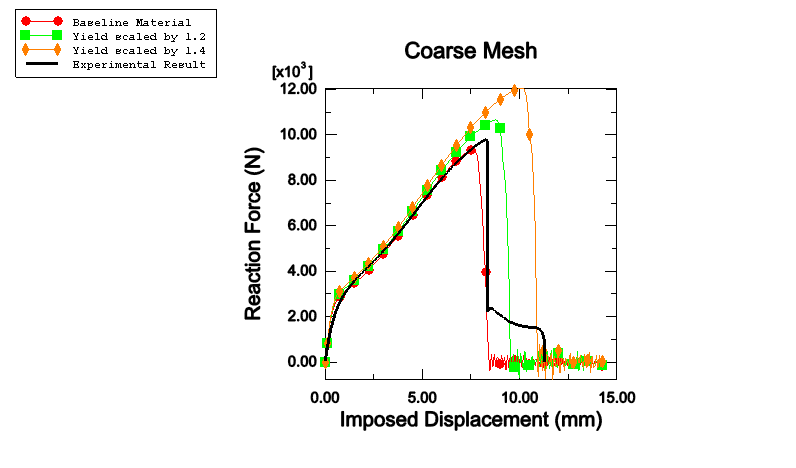
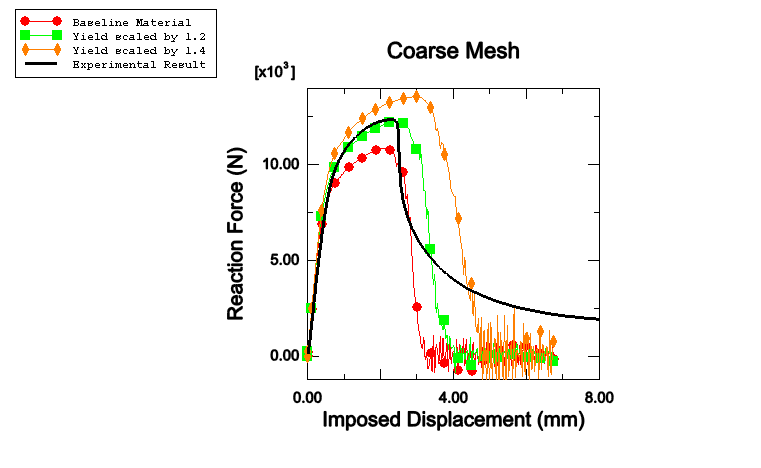
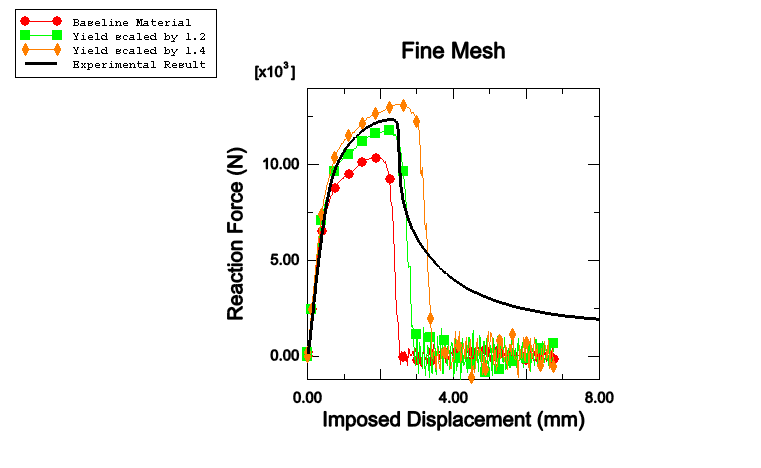
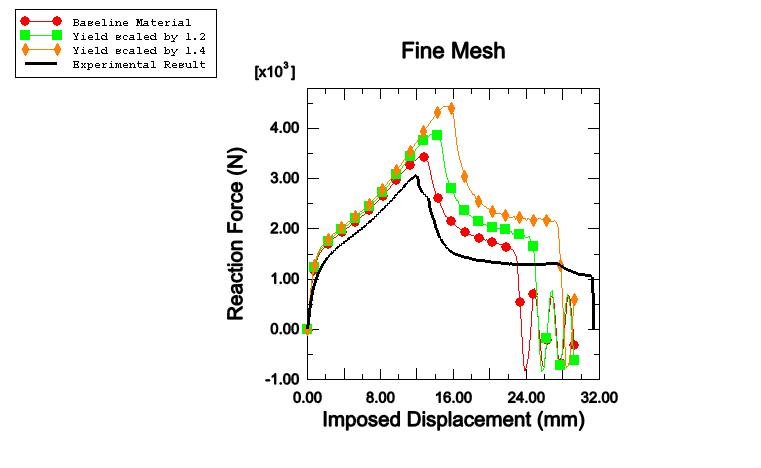
The load-displacement history obtained from the simulations is compared with
the experimental results in
Figure 11
to
Figure 16.
A good match is observed for the pull and shear tests with the yield curve
scaled by 1.2 in Zone 1. Results obtained with the baseline material
underpredict the peak load capacity, and results obtained with the 1.4 scaling
overpredict the peak load of the structures. The thermal zone scaling does not
have a significant impact on the qualitative character of the loading curves.
Good mesh convergence is also observed, indicating that acceptable results can
be obtained even with the coarse mesh discretization.
Results obtained for the peeling test do not show such good agreement with
the experimental results provided to
SIMULIA
by BMW; even the baseline material simulation
results overpredict the peak load capacity. This overstiff behavior is shown
even in the purely elastic levels of deformation (in very early deformation
stages), which indicates that modeling of the loading apparatus for this
loading configuration may be inexact (data not available).
In conclusion, the results from both the quasi-static spot weld connector
simulations match the experimental pull and shear data very well. Changes in
the material properties induced by the welding process are not essential to the
capture of the peak loads during the spot weld failure.
Hahn, O., J.R.
Kurzok, and M. Oeter,
“Test specification for KS-2
specimen,” Laboratory of Materials and Joint Technology,
University of Paderborn, 2000.
Hahn, O., and A.
Rohde, “Procedures to manufacture specimen and
specimen clamping device,” Patent Nr. 19522247
B4, April 15, 2004.
Hahn, O., A.
Rohde, and D. Gieske,
“Specimen and specimen
clamping device for use in tensile testing machines,” Patent
Nr. 19510366 C1, August 22, 1996.
Hooputra, H., H.
Gese, H. Dell, and H.
Werner, “A
Comprehensive Failure Model for Crashworthiness Simulation of Aluminium
Extrusions,” International Journal of Crashworthiness, vol. 9,
pp. 449–463, 2004.
Werner, H., H.
Hooputra, H. Dell, and
H. Gese,
“A Phenomenological Failure
Model for Sheet Metals and Extrusions,” Annual Review Meeting
and Workshop, Impact and Crashworthiness Laboratory, Massachusetts Institute of
Technology, 2004.
Figures
Figure 1. Pull and shear test specimen geometry. Figure 2. Peeling test specimen geometry. Figure 3. Experimental setup. Figure 4. Pull and shear tests: coarse mesh and thermal influence zones. Figure 5. Pull and shear tests: fine mesh and thermal influence zones. Figure 6. Peeling test: coarse mesh and thermal influence zones. Figure 7. Peeling test: fine mesh and thermal influence zones. Figure 8. Pull test, coarse mesh, baseline material (no yield curve scaling):
final deformed shape of specimen and von Mises stress contours. Figure 9. Shear test, coarse mesh, baseline material (no yield curve scaling):
final deformed shape of specimen and von Mises stress contours. Figure 10. Peeling test, coarse mesh, baseline material (no yield curve scaling):
final deformed shape of specimen and von Mises stress contours. Figure 11. Pull test with coarse mesh: comparison of reaction force versus
imposed displacement for different yield surface scaling. Experimental result
courtesy of BMW. Figure 12. Pull test with fine mesh: comparison of reaction force versus imposed
displacement for different yield surface scaling. Experimental result courtesy
of BMW. Figure 13. Shear test with coarse mesh: comparison of reaction force versus
imposed displacement for different yield surface scaling. Experimental result
courtesy of BMW. Figure 14. Shear test with fine mesh: comparison of reaction force versus imposed
displacement for different yield surface scaling. Experimental result courtesy
of BMW. Figure 15. Peeling test with coarse mesh: comparison of reaction force versus
imposed displacement for different yield surface scaling. Experimental result
courtesy of BMW. Figure 16. Peeling test with fine mesh: comparison of reaction force versus
imposed displacement for different yield surface scaling. Experimental result
courtesy of BMW.