The Flat Region Analysis cannot be used on surface clusters with non-manifold edges (common edges of adjacent surfaces deviating from each other, thus causing gaps or overlaps). If necessary, the surfaces must be joined using the Join command with an appropriate tolerance.
To be able to display the analysis, the display mode Shading with Material or Shading with Material and Edges must be activated. During execution of the flat region analysis, you can display the tessellation of the selected surface by activating the display mode Wireframe. However, the display of the analysis result is not possible in this display mode!
The flat region analysis can only be carried out temporarily and cannot be saved.
What is a Flat Region?
Car body parts need to have a certain minimum curvature. In surface areas that fail to meet this requirement, the sheet metal tends to spring back elastically after the forming process, so that the desired shape and aesthetics are not achieved in the manufacturing process. Exceedingly flat areas, therefore, need to be identified and adjusted before manufacturing the press tools.
Analysis Interpretation
With this analysis, those critical areas can be graphically highlighted. Through suitable parameter settings you can discover whether the flatness is in one direction, or if there are regions where the panel is flat in several or even in all directions.
The result is a red-green analysis that first of all enables only a qualitative assessment. The following can be realized:
Color
Meaning
Red
The set criterion for the minimum curvature is not met in a specified sector (see Which importance has the rotation angle?). The area has to be examined more closely. It is the user who has to decide whether it is a flat region or not.
Green
The criterion is met, there is no danger.
Using the subsequent manual deviation analysis you can additionally make a qualitative evaluation as this analysis also shows the actual curvature.
Definition of Flatness
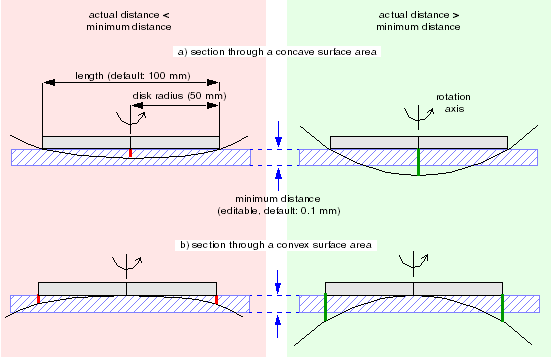
Experience has shown that the minimum curvature radius should be approximately 12500 mm. This corresponds to a minimum distance from the geometry of 0.1 mm over a chord length of 100 mm. These are the default settings of the options Length, Distance and Radius in the dialog box.
The minimum curvature radius is defined by length and distance. Definition of the minimum curvature radius
Flat Region Check in Practice
The "ruler/disk method" is used in the car body manufacturing. To concave parts applies: If you move a ruler with a length of 100 mm across the car body surface, a minimum gap of 0.1 mm should remain between the surface and the middle of the ruler, no matter where you place it. To convex parts applies: If you place the middle of the ruler tangentially on any surface point, the gap remaining between the surface and the ends of the ruler should be at least the amount of 0.1 mm.
What are the Verification Methods used in the Flat Region Analysis?
The analysis offers the ruler/disk method, and additionally a
method performing a local check (options under Type), which are described in the following.
In addition, you can execute a subsequent manual deviation analysis
(see How is the
subsequent deviation analysis used?) that enables an accurate
assessment of the curvature situation at a specific surface point.
Ruler/Disk Method (Chord)
Mode of operation: The virtual ruler with a length
of e. g. 100 mm is placed with its center point tangentially on the
surface to be verified and revolved about the center point. The
rotation axis coincides with the surface normal at this point. The
rotation defines a planar disk with a radius of 50 mm touching
exactly one facet point.
The system now checks for this point whether – when revolving the
ruler - the curvature lies below a specified minimum value at each
position within the sector defined by the Rotation Angle. Only if
this is the case in the entire sector, the point will be displayed
in red.
This procedure is executed for each individual facet point of the
surface.
Whether a point is displayed in red depends on the specified
rotation angle. At 1 deg a point can be red, at 10 deg green.
For a detailed description and illustrative figures about the
definition of the rotation angle, see Which importance has the rotation
angle?.
Advantages and disadvantages: As the surfaces are
analyzed as a whole, I. e. across patch boundaries, the ruler/disk
method delivers a very precise result, but is considerably slower
than the local method. Saddle points and other flat regions which
are not relevant for sheet metal forming are not found but only
real flat regions (see figure Analysis result with the
ruler/disk method).
Principle of the ruler/disk
method
Local Method (Local)
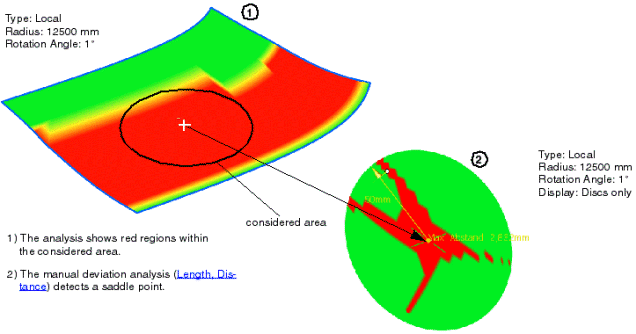
Mode of operation: You can specify a curvature radius that shall not be exceeded, e. g. 12500 mm. In an infinitely small area around the evaluated facet point, the system mathematically calculates the actual curvature in the appropriate point and compares it with the defined minimum curvature. If the minimum curvature is kept, the point will be displayed in green. Whether the point is displayed in red depends on the set rotation angle.
Topological relations are not relevant, I. e. the check is done only on the current surface.
Advantages and disadvantages: The local method is set as default in the menu because it delivers a considerably quicker result than the ruler/disk method due to the faster facet creation. If all areas are displayed in green, there is maximum certainty that no flat regions exist. Red areas point out areas that have to be examined more closely. Not only real flat regions but also saddle points which are not relevant for the sheet metal forming process are detected (see figure Analysis result with the local method). Moreover, the results at boundaries between two surfaces (flat surface – surface with a stronger curvature) may be misleading. If areas having no relevance for the forming process should be excluded, the ruler/disk method has to be used.
Comparison of the Verification Methods
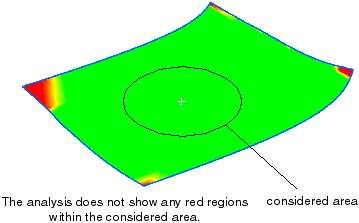
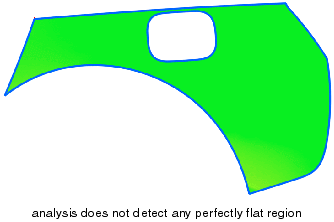
The following figures illustrate the different results of both
verification methods. They show a surface that contains saddle
points. The ruler/disk method does not find these areas, whereas
the local method finds them.
The following figures illustrate the different results of both verification methods. They show a surface that contains saddle points. The ruler/disk method does not find these areas, whereas the local method finds them.
Analysis result with the ruler/disk method
Chord Analysis result with the local method
Local
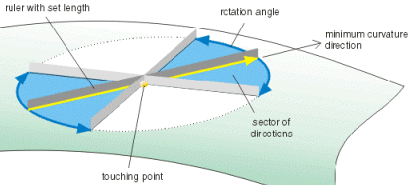
Which Importance Has the Rotation Angle?
Flat regions can be in one, or several and all directions. With the
Rotation Angle you can determine which
type of flatness is considered to be a risk. Thus you are deciding
which opening angle of the ruler (sector) is the threshold at which
sheet metal forming becomes problematic. Such a sector is
identified by rotating the ruler tangentially about its center
point where it touches the surface, starting at the minimum
curvature direction and pivoting to the left and right of this
direction as far as exceedingly small curvatures are encountered.
Only if this is the case at each position of the ruler within the
sector, the point will be displayed in red.
The following types of flat regions are distinguished:
Flatness in one direction (Rotation Angle = 1 deg): At a
rotation angle of 1 deg (slider position at the very left), the
investigated surface point will be marked in red if the ruler
revolving about its center point detects a curvature value below
the defined minimum in even a single direction (within this small
sector of 1 deg). Using this initial value will result in a maximum
number of red regions.
If the curvature of the material is less than the minimum
curvature in only one direction, e. g. surfaces having the
curvature of a cylinder, this may still be perfectly acceptable.
Rotation angle = 1 deg
Flatness in a sector of directions (Rotation Angle between 1 deg
and 180 deg): Sheet metal forming problems often do not arise
until there is flatness not only in one direction, but in a sector
of directions.
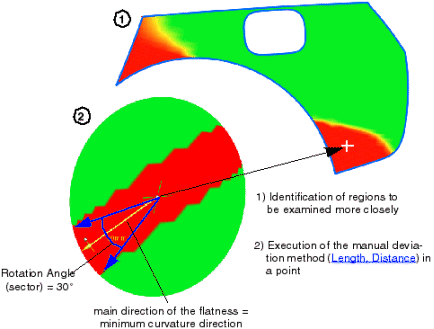
The rotation from the direction of the minimum curvature direction
to the left and right of e. g. 15 deg degrees results in a sector of
30 deg that can be swept by the rotating ruler without encountering
the required minimum curvature value. If you increase the rotation
angle, the number of areas marked in red decreases.
Rotation angle = 15 deg
Flatness in all directions (Rotation Angle = 180deg): The
extreme case, i. e. a perfectly flat region, exists if the ruler
can fully revolve about its rotation axis (sector of 360deg) without
encountering the minimum curvature value at any position. Such
regions are always critical and should be avoided by all
means.
If you define a rotation angle of 180deg (slider position at the
very right), the analysis should not show any red region at all if
the evaluated part is ok.
Rotation angle = 180deg
How is the Subsequent Deviation Analysis Used?
The manual colored deviation analysis is an add-on to the
Ruler/disk method (Chord). The difference
between a Bezier surface replacing the disk and the surface covered
by the disk will be measured by comparing the surfaces. This method
enables a both qualitative and quantitative assessment of the
curvature situation at the investigated surface point.
As the facettisation of the surface model is displayed (view mode
'Wireframe'), you may additionally assess whether the selected side
length of the tessellation makes sense in relation to the disk.
Proceeding of the Deviation Analysis
Carry out the analysis with the desired parameters: Ruler/disk method (Chord) or Local method (Local).
Select via the selection field Points within the red marked area which shall be examined more closely an existing point or create a point via the contextual command.
A disk is placed with its center point directly in the surface point that has been picked (distance = 0 in the center point). The disk radius results from the specified Length of the virtual ruler (50 mm at a default length of 100 mm). The disk radius adapts in its position to the underlying surfaces as good as possible. The disk normal is aligned at the surface normal in the point.
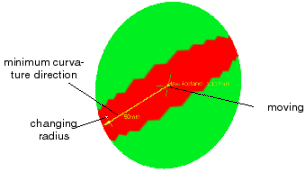
The colored deviation analysis is shown on the circular surface. It is a real deviation analysis, but with an inverted color display. All points being nearer to the underlying surface than the specified value for Distance (default = 0.1 mm) will be displayed in red, the points further from the surface than that value in green. The minimum curvature radius is represented by a vector arrow.
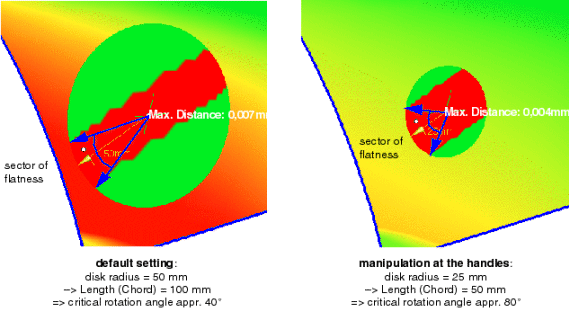
The disk can be moved across the surface at its center point (left mouse button at the vector origin). In addition, the vector length, and thus the disk radius, can be modified (left mouse button at the arrow tip). This also changes the value Length in the text box of the dialog box.
Manual disk analysis
Interpretation of the Analysis Result
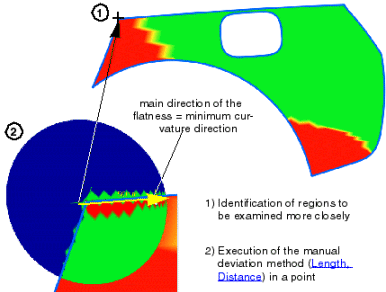
The direction of the smallest curvature, the flat region, in the
selected surface point (center point of the disk) is represented by
a vector symbol (minimum curvature direction). It corresponds to
the main direction of the red area.
The shortest distance between disk and surface is measured and
displayed in the following colors:
Color
Meaning
Red
All surface points with the property: measured distance < set value
Green
All surface points with the property: measured distance > = set value
Blue
No result (the disk protrudes the surface edge)
At the arrow tip, that means at the disk edge and in the direction
of the minimum curvature, the amount of the deviation between the
circular periphery and the corresponding surface point is
determined and displayed as numerical value.
Flatness becomes critical not until the red area touches the
circular periphery, and the curvature values are below the minimum
curvature in the entire sector.
Detection of a Critical Area With the Deviation Analysis
 command with an appropriate tolerance.
command with an appropriate tolerance.